प्रेस डाई क्या है?|What Is A Press Die In Hindi?
डाईयाँ आधुनिक मेन्यूफेकचरिंग उद्योगों के लिए किसी वरदान से कम नहीं हैं. डाईयों का इस्तेमाल करते हुए आधुनिक मेन्यूफेकचरिंग उद्योग हजारों-लाखों की मात्रा में ऐसे पार्ट्स बना रहे हैं जो डाईमेंशन के लीहाज़ से बिल्कुल एकसमान हो. इसके फलस्वरूप मेन्यूफेकचरर हमें उच्च गुणवत्ता वाले उत्पाद किफायती दामों पर दे पा रहें हैं. इन उत्पादों का हमारे आज के उच्च जीवन स्तर को बनाए रखने में बहुत बड़ा योगदान रहा है इसमें कोई संदेह नहीं हैं.
परंतु डाईयाँ क्या हैं?
डाईयाँ वे औज़ार हैं जिन्हे विशेष मेन्यूफेकचरिंग कार्यों कों सम्पन्न करने हेतू बनाया जाता हैं. अपने बलबूते पर यह कार्य करने में डाईयाँ सक्षम नहीं होतीं, इन्हे चलाने के लिए उचित मशीनों की आवश्यकता रहती हैं.
प्रेस डाई क्या हैं?
प्रेस डाईयाँ वे डाईयाँ हैं जो प्रेस की मदद से शीट में से पार्ट बनाती हैं. ये डाईयाँ किसी पार्टविशेष के लिए अनुकूल एवं बहुत ही सटीक होती हैं. जिस पार्ट के लिए ये बनी होती हैं केवल वे पार्ट ही इनसे बन सकते हैं, यानि की ये पार्टविशेष (part-specific) होती हैं. इन्हें इस्तेमाल किए बगैर विशाल स्तर पर पार्ट का उत्पादन करना सम्भव नहीं होगा.
डाई डिज़ाईनर कंप्युटर-एडेड डिज़ाईन (CAD) सॉफ्टवेयर की मदद से डाई की अवधारणा (concept) बनाता हैं एवं उसे डिज़ाईन के रूप में विकसित करता हैं. अत्यधिक कुशल डाईमेकर अपने सहयोगियों की मदद से डिज़ाईन के अनुसार डाई बनाता हैं.
डाईयों का अत्यधिक सटीक होना बहुत आवश्यक होता हैं. वे महंगी होती हैं और उन्हे बनाने में अपेक्षाकृत अधिक समय भी लगता हैं. वजह ये हैं की डाई डिज़ाईन एवं डाई बनाने में अत्यधिक ऊंचे मानदंडों को अपनाना पड़ता हैं.
प्रेस डाई का उद्देश्य क्या होता हैं?
आधुनिक मेन्यूफेकचरिंग में यह जरूरी है की शीट मेटल पार्ट विशाल मात्रा में बने, तेजी से बने, कम खर्च में बने और सटीक भी बने.
प्रेस डाईयाँ इन कसौटियों पर खरी उतरती हैं. इसीलिए विभिन्न मेन्यूफेकचरिंग उद्योगों में डाईयों का इस्तेमाल बड़े पैमाने पर किया जा रहा हैं.
डाई के क्षेत्र को “टूल एंड डाई” क्यों कहा जाता हैं?
मेन्यूफेकचरिंग के संदर्भ में “टूल” के निम्न चार प्रकार बताएं जाते हैं:
- हाथ औजार या हस्तोपकरण (hand tools): इस श्रेणी में वे औजार आते हैं जिन्हे इस्तेमाल करने के लिए शारीरिक श्रम की आवश्यकता रहती हैं. उदाहरण के लिए हथौडा, पाना, चिमटा (pliers), कैंची, आरी, कुल्हाड़ी आदि.
- पॉवर औजार या उपकरण (power tools): इस श्रेणी में शक्तीचालित सारी अचल (stationary) एवं सचल (portable) मशिनें आती हैं. लेथ मशीन, ड्रिल मशीन, प्लास्टिक मोल्डिंग मशीन आदि अचल मशिनें और एंगल ग्राइन्डर, हैन्ड ड्रिल, डाई ग्राइन्डर आदि सचल मशिनें पॉवर औजार के कुछ उदाहरण हैं.
- टूलींग (tooling): मशीन से की जानें वाली प्रक्रिया में प्रयुक्त औजारों को टूलींग कहा जाता हैं. लेथ मशीन में लगने वाले कटिंग टूल, ड्रिल की बिट, कार्बाइड टीप इन्सर्ट, मिलिंग कटर, आदि टूलींग श्रेणी में आते हैं.
- डाई (dies): इस श्रेणी में ऐसे सारे औजार आते हैं जो मटीरीअल का आकार बदलने हेतू इस्तेमाल होतें हैं. उदाहरण के लिए प्रेस की डाईयाँ, फोरजींग (forging) की डाईयाँ, पाईप बेन्ड करने वाली डाईयाँ, प्लास्टिक पार्ट बनाने के मोल्ड, लोहा या एल्युमिनियम के पार्ट ढलाई करने के मोल्ड आदि.
प्रेस डाई मुख्य श्रेणी “टूल” की एक उप श्रेणी हैं. इसका मतलब यह हुआ की सारी डाईयाँ “टूल” हैं परन्तु सारे “टूल” डाई नहीं हैं.
परंपरा से कारखाना श्रमीक “टूल” एवं डाई इन शब्दों में भेद नहीं करते थे. दोनों ही शब्दों को समान अर्थ में प्रयुक्त किया जाता था. सामान्यतया कारखानों में एक ही शख्स टूल और डाई बनाता था. क्यों की दोनों ही क्षेत्रों में आवश्यक कुशलता एवं ज्ञान में अत्यधिक समानता हैं, इसलिए “टूल एंड डाई” यह शब्द प्रचलित हो गया.
प्रेस डाई के विभिन्न पुर्जे कौनसे हैं?
किसी भी प्रेस डाई में अनेक पुर्जे होतें हैं. कितने पुर्जे होंगे, किस प्रकारके होंगे यह तो इस बात पर निर्भर करता हैं की डाई किस प्रकारकी हैं.
विभिन्न प्रकारके प्रेस ऑपरेशन होतें हैं. प्रत्येक ऑपरेशन के लिए विशेष (special) डाई बनी होती हैं. यह स्वाभाविक हैं की एक से अधिक ऑपरेशन करने वाली डाई में (multi-operation dies) एक ही ऑपरेशन करने वाली डाई से अधिक पुर्जे तो होंगे ही परन्तु पुर्जें भिन्न भी होंगे.
फिर भी कुछ पुर्जे हैं जो सभी प्रकारकी प्रेस डाईयों में लगते हैं चाहे कोईसा ही ऑपरेशन क्यों न हो. ऐसे कॉमन (common) पुर्जों की सूची नीचे दी हैं:
- शैंक (Shank)
- टॉप प्लेट (Upper shoe)
- बाटम प्लेट (Lower shoe)
- पिलर (Guide post)
- बुश (Guide bushing)
- डावेल (Dowel pin)
- पंच (Punch)
- पंच प्लेट (Punch plate) डाई प्लेट (Die block)
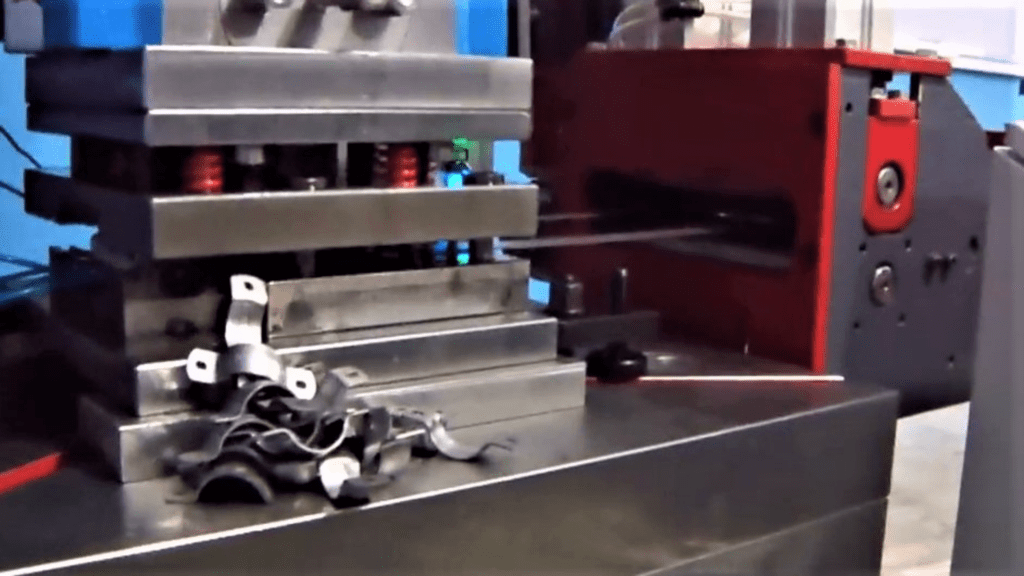
निम्न चित्र में एक प्रेस डाई और उस में लगने वाले पुर्जे दिखाएं हैं. यह कटिंग ऑपरेशन की डाई हैं. एक बारी में छह आयताकार सुराख काटने वाली डाई हैं. वर्ष 2013 में मैंने इसकी डिज़ाईन बनाई थी, डाई बनाई थी और प्रोडक्शन भी निकाला था. प्रोडक्शन वर्ष 2019 तक चला था. यह लिखने के समय प्रोडक्शन बंद हैं, क्यों की ऑर्डर नहीं हैं.
इस में होता यह है की एक डिकॉईलर (decoiler) पर तांबे की कॉईल चढ़ाई जाती हैं. डिकॉईलर समय समय पर सेटिंग के अनुसार कॉईल को ढिलाई देता रहता हैं जिसके चलते प्रेस पर फिट किया हुआ फीडर (feeder) पट्टी को खींच कर प्रेस डाई में आगे की ओर (बाएं) धकेलता रहता हैं. प्रत्येक स्ट्रोक के बाद पट्टी प्रोग्रेशन अंतर या पिच अंतर से आगे खिसकती रहती हैं. पंचींग की हुई कॉईल आगे जानें पर एक कॉईलर (coiler) मशीन पर लपेटी जाती हैं. यहाँ पंचींग की हुई कॉईल उत्पाद (product) हैं और खिड़कियाँ कटने से निकली टिक्की स्क्रैप (scrap) हैं.
शैंक नहीं दिखाया गया हैं. शैंक यानि लोहे का गोल टुकड़ा होता हैं जिसके सेंटर में बोल्ट डालने हेतू एक आरपार सुराख बनाया होता हैं. एक बोल्ट की मदद से शैंक टॉप प्लेट पर फिट किया जाता हैं और शैंक के ज़रिये डाई की ऊपरी असेम्बली (upper assembly) प्रेस के रैम के साथ फिट की जाती हैं.
डाई की नीचे वाली असेम्बली (lower assembly) प्रेस के बेड या टेबल (bolster) पर क्लैंप द्वारा फिट कर दी जाती हैं.
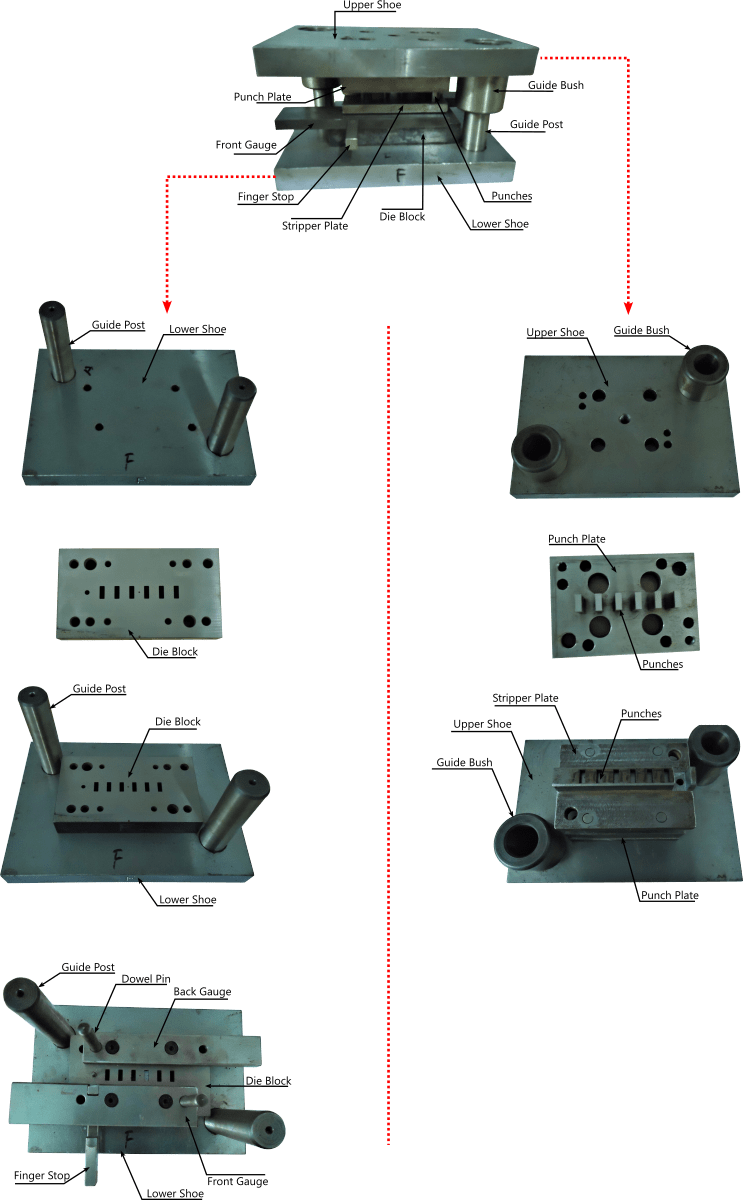
तस्वीर में जो सबसे ऊपर दिखाई पूरी असेम्बली हैं उसे डाई कहते हैं. इसे प्रेस टूल भी कहतें हैं. प्रेस टूल कहना गलत नहीं हैं. अमरीका एवं कुछ पश्चिमी देशों में स्टेंपिंग टूल भी कहते हैं.
कईं बार डाई प्लेट को ही डाई कहा जाता हैं. इस से नौसिखियों को समझने में दिक्कत होती हैं पर अनुभवी डाईमेकर एवं अनुभवी सहयोगियों को कोई दिक्कत नहीं होती.
बाएं जो दिख रहा हैं वो प्रेस डाई की नीचे वाली असेंब्ली एवं उसके विभिन्न पुर्जे हैं. निचली असेंब्ली में डाई प्लेट, बाटम प्लेट, पिलर, फ्रन्ट गेज एवं बैक गेज (front and back gauge), और फींगर स्टॉप (finger stop) यह पुर्जे हैं.
दाएं ऊपरी असेंब्ली दिखाई गई हैं. इसमें टॉप प्लेट, बुश, पंच और पंच प्लेट यह पुर्जे हैं.
कटिंग डाई के पुर्जे
निम्न तालिका कटिंग डाई में लगने वाले पुर्जों का ब्यौरा दर्शाती हैं. Y=हाँ , N=नहीं Y/N=कभी हाँ कभी नहीं
| Sr | डाई के पुर्जे | ब्लेन्किंग | पिअरसिंग | नॉचिंग | कटऑफ़ | पार्टिंग | लॅनसिंग | शेविंग | ट्रीमींग | फाईन ब्लेन्किंग |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | शैंक | Y | Y | Y | Y | Y | Y | Y | Y | Y |
| 2 | टॉप प्लेट | Y | Y | Y | Y | Y | Y | Y | Y | Y |
| 3 | बाटम प्लेट | Y | Y | Y | Y | Y | Y | Y | Y | Y |
| 4 | पिलर | Y | Y | –Y | Y | Y | Y | Y | Y | Y |
| 5 | बुश | Y | Y | Y | Y | Y | Y | Y | Y | Y |
| 6 | डावेल पिन | Y | Y | Y | Y | Y | Y | Y | Y | Y |
| 7 | पंच प्लेट | Y | Y | Y | Y | Y | Y | Y | Y | Y |
| 8 | पायलट | N | N | N | N | N | N | N | N | N |
| 9 | स्ट्रीप्पर प्लेट | Y | Y | Y | Y | Y | Y | Y | N | N |
| 10 | डाई प्लेट | Y | Y | Y | Y | Y | Y | Y | Y | Y |
| 11 | फ्रन्ट गेज | N | N | N | N | N | N | N | N | Y |
| 12 | बैक गेज | Y | N | N | Y | Y | N | N | N | Y |
| 13 | लोकेटर | Y | Y | Y | N | N | Y | Y | Y | N |
| 14 | डाई बटन | N | Y | N | N | N | N | N | N | N |
| 15 | हील ब्लॉक | N | N | Y | N | N | Y | Y | N | N |
| 16 | लिफ्टर | N | N | N | N | N | N | N | N | N |
| 17 | कैम | N | Y/N | Y/N | N | N | N | Y/N | N | N |
| 18 | नाक आउट | N | N | N | N | N | N | N | N | N |
| 19 | फींगर स्टॉप | Y/N | N | N | N | N | N | N | N | Y/N |
| 20 | ऑटोमैटिक स्टॉप | N | N | N | N | N | N | N | N | N |
| 21 | इजेक्टर | Y/N | N | N | N | N | N | N | N | Y/N |
| 22 | प्रेशर पॅड | N | N | N | N | N | N | N | N | N |
| 23 | इंपिंजमेंट रिंग | N | N | N | N | N | N | N | N | Y |
| 24 | स्प्रिंग | Y | Y | Y | Y | Y | Y | Y | Y | Y |
| डाई के पुर्जे | ब्लेन्किंग | पिअरसिंग | नॉचिंग | कटऑफ़ | पार्टिंग | लॅनसिंग | शेविंग | ट्रीमींग | फाईन ब्लेन्किंग |
चूँकि कटिंग ऑपरेशन अन्य प्रेसिंग ऑपरेशन से बहुत भिन्न हैं, इसलिए यह स्वाभाविक ही हैं की कटिंग की प्रेस डाईयों में वे पुर्जे न होंगे जो किसी बेन्डिंग या फॉर्मींग ऑपरेशन की डाई में होंगे.
यह भिन्नता इतनी अधिक हो सकती हैं की कटिंग प्रकार के दो भिन्न ऑपरेशन की डाईयों में भी एकसमान पुर्जे न होंगे. मिसाल के लिए, अन्य कटिंग ऑपरेशन में फाईन ब्लेन्किंग की तरह इंपिंजमेंट रिंग नामक पुर्जा नहीं होता, बावजूद इसके की फाईन ब्लेन्किंग कटिंग ऑपरेशन का ही एक प्रकार हैं.
इसके अलावा, जीतने भी दोय्यम (secondary) कटिंग ऑपरेशन यानि की पहले ऑपरेशन के बाद होने वाले सारे ऑपरेशन हैं, उनमें पार्ट को सटीकता के साथ डाई में रखने हेतू लोकेटर (locater) की आवश्यकता होगी ही. डाई बटन (die button) बड़े आकार की पिअरसिंग डाईयों में आम तौर पर पाईं जाती हैं जब की ब्लेन्किंग डाई में डाई बटन की आवश्यकता नहीं होतीं.
तो इससे यह साबित होता हैं की जरूरी नहीं की सभी प्रेस डाईयों में एकसमान किस्म के एवं एकसमान संख्या में पुर्जे होंगे.
इसलिए मैं मानता हूँ की यह प्रश्न, “प्रेस डाई के विभिन्न पुर्जे कौनसे हैं?” मात्र शैक्षिक किस्म का हैं और इसका व्यावहारिक महत्व नहीं हैं.
बेन्डिंग डाई के पुर्जे
निम्न तालिका में दर्शाया हैं की बेन्डिंग ऑपरेशन की विभिन्न प्रकार की डाईयों में कौनसे पुर्जे लगते हैं. Y=हाँ , N=नहीं Y/N=कभी हाँ कभी नहीं
| Sr | डाई के पुर्जे | L-बेन्डिंग | U-बेन्डिंग | V-बेन्डिंग | कर्लींग | हेमिंग |
|---|---|---|---|---|---|---|
| 1 | शैंक | Y | Y | Y | Y | Y |
| 2 | टॉप प्लेट | Y | Y | Y | Y | Y |
| 3 | बाटम प्लेट | Y | Y | Y | Y | Y |
| 4 | पिलर | Y | Y | –Y | Y | Y |
| 5 | बुश | Y | Y | Y | Y | Y |
| 6 | डावेल पिन | Y | Y | Y | Y | Y |
| 7 | पंच प्लेट | Y | Y | Y | Y | Y |
| 8 | पायलट | N | N | N | N | N |
| 9 | स्ट्रीप्पर प्लेट | N | N | N | N | N |
| 10 | डाई प्लेट | Y | Y | Y | Y | Y |
| 11 | फ्रन्ट गेज | N | N | N | N | N |
| 12 | बैक गेज | N | N | N | N | N |
| 13 | लोकेटर | Y | Y | Y | Y | Y |
| 14 | डाई बटन | N | N | N | N | N |
| 15 | हील ब्लॉक | Y | N | Y | N | N |
| 16 | लिफ्टर | N | N | N | N | N |
| 17 | कैम | N | Y/N | Y/N | N | N |
| 18 | नाक आउट | N | N | N | N | N |
| 19 | फींगर स्टॉप | N | N | N | N | N |
| 20 | ऑटोमैटिक स्टॉप | N | N | N | N | N |
| 21 | इजेक्टर | N | Y | N | N | N |
| 22 | प्रेशर पॅड | N | N | N | N | N |
| 23 | इंपिंजमेंट रिंग | N | N | N | N | N |
| 24 | स्प्रिंग | Y | Y | Y | Y | Y |
| डाई के पुर्जे | L-बेन्डिंग | U-बेन्डिंग | V-बेन्डिंग | कर्लींग | हेमिंग |
ध्यान दें की बेन्डिंग डाईयों में पार्ट को हर बार एक ही जगह पर सटीकता से रखने हेतू लोकेटर की जरूरत रहती हैं.
फॉर्मींग डाई के पुर्जे
निम्न तालिका में दर्शाया हैं की फॉर्मींग के विभिन्न प्रकार के ऑपरेशन की डाईयों में कौनसे पुर्जे लगते हैं. Y=हाँ , N=नहीं Y/N=कभी हाँ, कभी नहीं
| Sr | डाई के पुर्जे | एंबॉसिंग | कॉइनींग | कर्लींग | बल्जींग | रिस्ट्राइकींग |
|---|---|---|---|---|---|---|
| 1 | शैंक | Y | Y | Y | Y | Y |
| 2 | टॉप प्लेट | Y | Y | Y | Y | Y |
| 3 | बाटम प्लेट | Y | Y | Y | Y | Y |
| 4 | पिलर | Y | Y | –Y | Y | Y |
| 5 | बुश | Y | Y | Y | Y | Y |
| 6 | डावेल पिन | Y | Y | Y | Y | Y |
| 7 | पंच प्लेट | Y | Y | Y | Y | Y |
| 8 | पायलट | N | N | N | N | N |
| 9 | स्ट्रीप्पर प्लेट | N | Y | N | N | Y |
| 10 | डाई प्लेट | Y | Y | Y | Y | Y |
| 11 | फ्रन्ट गेज | N | N | N | N | N |
| 12 | बैक गेज | N | N | N | Y | Y |
| 13 | लोकेटर | Y | Y | Y | Y | Y |
| 14 | डाई बटन | N | N | N | N | N |
| 15 | हील ब्लॉक | N | N | N | N | N |
| 16 | लिफ्टर | N | N | N | N | N |
| 17 | कैम | N | N | N | N | N |
| 18 | नाक आउट | N | N | N | N | N |
| 19 | फींगर स्टॉप | N | N | N | N | N |
| 20 | ऑटोमैटिक स्टॉप | N | N | N | N | N |
| 21 | इजेक्टर | Y | N | N | N | N |
| 22 | प्रेशर पॅड | N | N | N | N | N |
| 23 | इंपिंजमेंट रिंग | N | N | N | N | N |
| 24 | स्प्रिंग | Y | Y | Y | Y | Y |
| डाई के पुर्जे | एंबॉसिंग | कॉइनींग | कर्लींग | बल्जींग | रिस्ट्राइकींग |
ध्यान देंने योग्य बात यह हैं की सभी फॉर्मींग डाईयों में सटीक पार्ट लोकेशन हेतू लोकेटर होने आवश्यक हैं परन्तु कुछ डाईयों में स्ट्रीप्पर प्लेट की जरूरत न पड़े ऐसा भी हो सकता हैं.
ड्रॉ डाई के पुर्जे
निम्न तालिका में दर्शाया हैं की ड्रॉ के विभिन्न प्रकार के ऑपरेशन की डाईयों में कौनसे पुर्जे लगते हैं. Y=हाँ , N=नहीं Y/N=कभी हाँ, कभी नहीं
| Sr | डाई के पुर्जे | शैलो ड्रॉइंग | डीप ड्रॉइंग | रीड्रॉइंग | आयरनिंग | कॉलर ड्रॉइंग |
|---|---|---|---|---|---|---|
| 1 | शैंक | Y | Y | Y | Y | Y |
| 2 | टॉप प्लेट | Y | Y | Y | Y | Y |
| 3 | बाटम प्लेट | Y | Y | Y | Y | Y |
| 4 | पिलर | Y | Y | –Y | Y | Y |
| 5 | बुश | Y | Y | Y | Y | Y |
| 6 | डावेल पिन | Y | Y | Y | Y | Y |
| 7 | पंच प्लेट | Y | Y | Y | Y | Y |
| 8 | पायलट | N | N | N | N | N |
| 9 | स्ट्रीप्पर प्लेट | N | N | N | N | Y |
| 10 | डाई प्लेट | Y | Y | Y | Y | Y |
| 11 | फ्रन्ट गेज | N | N | N | N | N |
| 12 | बैक गेज | N | N | N | N | N |
| 13 | लोकेटर | Y | Y | Y | Y | Y |
| 14 | डाई बटन | N | N | N | N | N |
| 15 | हील ब्लॉक | N | N | N | N | N |
| 16 | लिफ्टर | N | N | N | N | N |
| 17 | कैम | N | N | N | N | N |
| 18 | नाक आउट | N | N | N | N | N |
| 19 | फींगर स्टॉप | N | N | N | N | N |
| 20 | ऑटोमैटिक स्टॉप | N | N | N | N | N |
| 21 | इजेक्टर | N | N | N | N | N |
| 22 | प्रेशर पॅड | Y | Y | N | N | Y |
| 23 | इंपिंजमेंट रिंग | N | N | N | N | N |
| 24 | स्प्रिंग | Y | Y | Y | Y | Y |
| डाई के पुर्जे | शैलो ड्रॉइंग | डीप ड्रॉइंग | रीड्रॉइंग | आयरनिंग | कॉलर ड्रॉइंग |
ध्यान देंने योग्य बात यह हैं की ड्रॉ ऑपरेशन में ड्रॉ रिंग (प्रेशर पैड) का अत्यधिक महत्व होता हैं परन्तु ऐसा भी नहीं हैं की सारी ड्रॉ डाईयों में ड्रॉ रिंग होगी ही.
प्रोग्रेसिव डाई के पुर्जे
प्रोग्रेसिव डाईयाँ पारंपरिक प्रेस डाईयों से अत्यधिक भिन्न होती हैं. इसलिए कईं पुर्जे तो ऐसें हैं की जो केवल प्रोग्रेसिव डाईयों में ही पाएं जाते हैं. परन्तु कईं पुर्जें कुछ प्रोग्रेसिव डाईयों में होतें हैं और कुछ में नहीं होतें. उदाहरण के लिए, जिन प्रोग्रेसिव डाईयों में फॉर्मींग, बेन्डिंग, और ड्रॉ ऑपरेशन होतें हैं उनमें स्टॉक लिफ्टर (stock lifter) होतें हैं जो पट्टी को डाई की सतह के ऊपर उठाते हैं.
Y=हाँ , N=नहीं Y/N=कभी हाँ, कभी नहीं
| Sr | डाई के पुर्जे | प्रोग्रेसिव डाई |
|---|---|---|
| 1 | शैंक | Y |
| 2 | टॉप प्लेट | Y |
| 3 | बाटम प्लेट | Y |
| 4 | पिलर | Y |
| 5 | बुश | Y |
| 6 | डावेल पिन | Y |
| 7 | पंच प्लेट | Y |
| 8 | पायलट | Y |
| 9 | स्ट्रीप्पर प्लेट | Y |
| 10 | डाई प्लेट | Y |
| 11 | फ्रन्ट गेज | Y |
| 12 | बैक गेज | Y |
| 13 | लोकेटर | N |
| 14 | डाई बटन | Y |
| 15 | हील ब्लॉक | Y/N |
| 16 | लिफ्टर | Y/N |
| 17 | कैम | Y/N |
| 18 | नाक आउट | Y/N |
| 19 | फींगर स्टॉप | Y/N |
| 20 | ऑटोमैटिक स्टॉप | Y/N |
| 21 | इजेक्टर | Y/N |
| 22 | प्रेशर पॅड | Y/N |
| 23 | इंपिंजमेंट रिंग | N |
| 24 | स्प्रिंग | Y |
प्रेस डाई बनाने में कौन से मटीरीअल प्रयुक्त होतें हैं?
कोई भी प्रेस डाई किसी एक मटीरीअल से नहीं बनी होती हैं. विभिन्न पुर्जों के निर्माण में अलग अलग मटीरीअल का इस्तेमाल किया जाता हैं.
प्रेस डाई के निर्माण में मुख्य रूप से low carbon steel, high carbon steel, alloy steel और tool steel का प्रयोग किया जाता हैं.
कुछ पुर्जों का हार्डनिंग और टेंपरिंग करना अत्यधिक आवश्यक होता हैं. हार्डनिंग और टेंपरिंग के लिए high carbon steel, alloy steel और tool steel उपयुक्त हैं जब की low carbon steel में कार्बन की मात्रा बहुत कम होने की वजह से इससे बने पुर्जों को हार्ड नहीं किया जा सकता. डाई के पुर्जों के मटीरीअल क्या होने चाहिए और उनकी हार्डनेस (hardness) कितनी होनी चाहिए यह तय करना डाई डिज़ाईनर की जिम्मेदारी होती हैं.
प्रेस डाई का प्रत्येक पुर्जा एक विशेष कार्य करने हेतू बना होता हैं. इसलिए विभिन्न कार्यों की पूर्ति हेतू अलग मटीरीअल का चयन करना स्वाभाविक ही हैं.
आगे हम देखेंगे की प्रेस डाई के विभिन्न पुर्जें बनाने हेतू कौनसे मटीरीअल इस्तेमाल करने चाहिए.
- टॉप एवं बाटम प्लेट: पिलर, बुश, टॉप प्लेट और बाटम प्लेट मिलकर डाई सेट बनता हैं. प्रेस डाई के कुल वजन में इनका हिस्सा बहुत अधिक होता हैं. डाई के अन्य पुर्जों को फिट करने हेतू डाई सेट एक ढांचे के समान काम आता हैं. टॉप एवं बाटम प्लेट को कटिंग ऑपरेशन में पैदा होने वाले झटके झेलने होतें हैं. इन्हे इतना कठोर होना होता है की बेन्डिंग ऑपरेशन में ये स्वयं बेन्ड न हो! इनकी मोटाई (thickness) बोल्ट के हेड के लिए पर्याप्त जगह मिल सकें इतनी होनी चाहिए. इन कारणों से ये कास्ट आयरन (cast iron), स्टील कास्टिंग, माईल्ड स्टील (MS), EN-8 या EN-9 जैसे मटीरीअल से बनाएं जातें हैं. इन्हें हार्ड करने की आवश्यकता नहीं होती. हार्डनिंग का कोई लाभ भी नहीं हैं, सिर्फ खर्च बढ़ता हैं.
- पिलर एवं बुश: इनका कार्य हैं प्रेस डाई की ऊपरवाली और नीचेवाली असेंब्ली में एलाइनमेंट बनाएं रखना. ये प्रेस के रैम के साथ हमेशा ऊपर-नीचे स्लाईड होते रहतें हैं. गर्म भी होतें हैं. इनके लिए ऐसे मटीरीअल का चयन करना होगा जो गर्म होने पर भी अपनी घिसाई रोधक क्षमता बनाएं रखे. इस काम के लिए उपयुक्त मटीरीअल होंगे case hardening EN-353 स्टील और full hardening EN-31 स्टील. ये दोनों ही स्टील हार्ड और टेम्पर करने होतें हैं. Case hardening EN-353 स्टील सतह से केवल 1 mm तक हार्ड हो सकता हैं, भीतर गर्भ में लचीला ही रहता हैं. इस वजह से यह बेन्ड हो सकता हैं पर टूटता नहीं हैं. जब की EN-31 स्टील सतह से भीतर तक हार्ड हो जाता हैं और जब अत्यधिक बेन्डिंग लोड पड़ता हैं तो यह टूट जाता हैं. हार्डनिंग किए हुए EN-353 और EN-31 से बने पिलर एवं बुश घिसाई रोकने में पर्याप्त समर्थ होतें हैं. इन्हें हार्डनिंग किए बगैर इस्तेमाल करना लाभकारी नहीं होता.
- पंच प्लेट एवं स्ट्रीप्पर प्लेट: सस्ती डाईयों में यह माईल्ड स्टील (MS), EN-8 या EN-9 जैसे मटीरीअल से बनाएं जातें हैं. इससे महंगे alloy स्टील का खर्च बच सकता हैं. परन्तु अच्छी एवं लंबे समय तक चलने हेतू जो प्रेस डाईयाँ बनती हैं उनमें हार्डनिंग के लिए उपयुक्त EN-24 या EN-31 स्टील का प्रयोग किया जाता हैं. अक्सर देखा जाता हैं की माईल्ड स्टील (MS), EN-8 या EN-9 जैसे नर्म मटीरीअल से बने पंच प्लेट में पंच हिलने लगतें हैं और स्ट्रीप्पर में पंच के सुराख घिस जाने से वे आकार में बड़े हो जाते हैं. इस वजह से प्रेसिंग ऑपरेशन के दौरान पंच हिलते रहतें हैं. इसके चलते पार्ट में बार-बार बाबरी (burr) आती रहती हैं.
- पंच एवं डाई प्लेट: यह प्रेस डाई के अत्यधिक महत्वपूर्ण पुर्जें हैं. मुख्य कार्य यह दो पुर्जें ही करतें हैं. इनका घिसाई रोधी (wear resistant) होना अत्यधिक जरूरी हैं तथा यह भीतर से शक्तिशाली (toughness) होने चाहियें. इन कारणों से यह H-21 स्टील (यानि की WPS), हाई-कार्बन-हाई- क्रोमियम D2 स्टील या हाई-स्पीड स्टील 1.3343 (HSS) जैसे टूल स्टील से बनाएं जातें हैं. इन्हें HRc 58-62 तक हार्ड किया जाना चाहिए.
- अन्य महत्वपूर्ण पुर्जें: कैम (cam) एवं इंपिंजमेंट रिंग (impingment ring) जैसे पुर्जें जिन पर बहुत जिम्मेदारी होतीं हैं, उन्हे WPS स्टील, D2 स्टील या हाई-स्पीड स्टील 1.3343 (HSS) जैसे टूल स्टील से ही बनाने चाहिए.
- अन्य कम महत्वपूर्ण पुर्जें: प्रेस डाई के अन्य कम महत्वपूर्ण पुर्जें जैसे फ्रंट एवं बैक गेज, लोकेटर, इजेक्टर, लिफ्टर और सभी किस्म के स्टॉप्पर घिसाई रोधक case hardening EN-353 स्टील और full hardening EN-31 स्टील से बने होतें हैं.
निष्कर्ष
प्रेस डाईयाँ स्पेशल औजार होतीं हैं जो शीट मेटल के ऐसे पार्ट्स बनाने हेतू बनाई जाती हैं, जो विशाल पैमाने पर बनाएं जाते हों, जिन में सटीकता हों और जो दाम में किफायती भी हों. प्रेस डाईयाँ बनाने में सटीकता के अत्यधिक उच्च मानकों का पालन किया जाता हैं.
प्रेस डाईयों में एक दर्जन से भी अधिक सटीक पुर्जों की आवश्यकता रहती हैं. प्रत्येक पुर्जे का कोई विशेष उद्देश्य होता हैं. पुर्जों को बनाने के लिए low carbon steel, high carbon steel, alloy steel और tool steel का प्रयोग किया जाता हैं. मटीरीअल का चयन पुर्जों के कार्य पर निर्भर करता हैं.
अधिकतर पूछे जानें वाले सवाल
डाई और मोल्ड में क्या अंतर हैं?
यदि उनके कार्य एवं परिणाम के परिप्रेक्ष्य में देखा जाए तो डाई और मोल्ड एक समान हैं. दोनों ही मटीरीअल को पार्ट में परिवर्तित करतें हैं. दोनों ही उच्च गुणवत्ता वाले सटीक पार्ट बड़ी मात्रा में बनाने में सक्षम हैं. परन्तु डाई के विरुद्ध मोल्ड में पंच (male part) और डाई (female part) नहीं होतें. मोल्ड को डाई की अपेक्षा बहुत कम प्रेशर झेलना पड़ता हैं. एक पार्ट बनाने के लिए सामान्यतया 2 से 6 डाईयों की आवश्यकता रहती हैं. परन्तु मोल्ड में लगभग सारे ही ऑपरेशन एक साथ हो जाते हैं. मोल्ड बनाने हेतू हॉट-डाई स्टील (hot die steel) का इस्तेमाल होता हैं क्योंकी मोल्ड में गर्म मटीरीअल भरा जाता हैं. प्रेस डाई में ऐसा बिल्कुल नहीं होता.
डाई और मोल्ड एक समान नहीं हैं परन्तु एक ही किस्म के औजार हैं. इसलिए भिन्न इंडस्ट्री में भिन्न नाम से पहचाने जातें हैं.
सबसे बड़ा अंतर पार्ट के मटीरीअल की अवस्था में होता हैं. प्रेस डाई में सॉलीड मटीरीअल डाला जाता हैं जब की मोल्ड में या तो लिक्विड मटीरीअल डाला जाता हैं या डालने के बाद मटीरीअल को उच्च तापमान पर गर्म किया जाता हैं.
प्रेस डाईयों की डिज़ाईन बनाने की प्रक्रिया क्या होती हैं?
प्रेस डाईयों की डिज़ाईन प्रक्रिया का आरंभ जो शीट मेटल पार्ट बनाना होता हैं उसके पार्ट ड्रॉइंग से होती हैं. प्रेस टूल डिज़ाईनर इस पार्ट की ज्यामिति, डाईमेंशन, टॉलरन्स, मटीरीअल का प्रकार एवं ग्रेड, पार्ट का उपयोग, प्रेसिंग के पश्चात उसपर होने वाली मेटल फिनिशिंग प्रक्रिया, और ड्रॉइंग पर लिखी अन्य सूचनाएं बारीकी से पढ़कर पूरी तरह समझ लेता हैं. इस चरण में चीजें समझ न आयें तो वह पार्ट डिज़ाईनर से चर्चा करता हैं और चीजों के बारे में अधिक स्पष्टता प्राप्त करता हैं.
इसके बाद बुद्धि, ज्ञान और अनुभव का इस्तेमाल करते हुए कुछ डिज़ाईन कॉन्सेप्ट (अवधारणाएं) बनाता हैं. यह कॉन्सेप्ट इन प्रश्नों का उत्तर होती हैं की कितने चरण में यह पार्ट बनेगा, हर चरण में कितनी डाईयाँ होंगी, प्रेस ऑपरेशन किस क्रम में किए जाएंगे, कितनी एवं कौनसी प्रेस इस्तेमाल कर सकते हैं आदि. अपने विचार वह डाईमेकर के साथ साझा करता हैं.
इसके पश्चात वह कंप्युटर-एडेड डिज़ाईन (CAD) सॉफ्टवेयर की मदद से डाई की अवधारणा (concept) को डिज़ाईन में परिवर्तित करता हैं. यह ध्यान में रखना जरूरी हैं की कंप्युटर-एडेड डिज़ाईन (CAD) सॉफ्टवेयर आदमी की रचनात्मकता/सृजनशीलता की जगह नहीं ले सकता.
ड्रॉइंग बनाने के बाद उसके प्रिन्ट बनाए जातें हैं और डाईमेकर को दिए जातें हैं. डाईमेकर के सुझावों के अनुसार कुछ बदलाव किए जातें हैं और संशोधित डिज़ाईन के प्रिन्ट बनाकर “टूल रूम” को सौंप दिए जाते हैं.
यहाँ डिज़ाईन विकसित हो गए हैं ऐसा माना जाता हैं.
कंपनी के किस विभाग में प्रेस डाइयाँ बनाने का काम होता हैं?
टूल रूम में.
टूल रूम में कुशल मशीनीस्ट, फिटर, टर्नर, और अन्य कुशल कारीगर होतें हैं जिनका मुखिया अत्यधिक कुशल एवं अनुभवी डाईमेकर होता हैं. डाई के सटीक पुर्जें बनाने का काम डाईमेकर के निर्देशों के अनुसार किया जाता हैं.
टूल रूम के कर्मचारियों की सामूहिक जिम्मेदारी होती हैं की डाई के विभिन्न पुर्जें प्रिन्ट के अनुसार बनाए जाएं, उन्हें अच्छी तरह से जाँचा जाए, डाई की असेंब्ली की जाए और सभी संबंधित व्यक्तियों की उपस्थिति में डाई की ट्रायल करी जाए.
डाई के वे कौनसे स्टैन्डर्ड पुर्जें हैं जो बाजार में बनेबनाए मिलते हैं?
प्रेस डाई के कईं सारे पुर्जें वेंडर से बनेबनाएं मिल सकतें हैं. मुख्य रूप से डाई सेट, हाई-स्पीड स्टील (HSS) के बने विभिन्न साईज़ के राउंड पंच, पिलर, बुश, बॉल बेयरिंग स्लीव, और डावेल पिन आदि डाई के पुर्जे बनेबनाएं मिल जाते हैं.
किसी प्रेस पार्ट के लिए डाईयों के कितने सेट बनाएं जातें हैं?
डाईयाँ महंगी बनती हैं, बनाने में काफी समय लगता हैं. और तो और किसी दूसरे शीट मेटल पार्ट बनाने हेतू ये काम भी नहीं आती. इसलिए एक ही पार्ट के लिए एक से अधिक डाईयों के सेट बनाने में निवेश करना उद्योगों के लिए तर्कसंगत नही होता. इसलिए आम तौर पर डाईयों का केवल एक ही सेट बनाया जाता हैं.
हालाँकि, यदि किसी महत्वपूर्ण शीट मेटल पार्ट की डाई टूट जाती हैं और वह पार्ट स्टॉक में नही होता तो कार मेन्यूफेकचरिंग उद्योग जैसे हजारों पार्ट की आवश्यकता रखने वाले उद्योग की असेम्बली लाईन में व्यवधान पैदा हो जाएगा. ऐसे उद्योगों में एक घंटा उत्पादन बंद रहने से लाखों की हानी हो जाती हैं. ऐसे हालातों से निबटने के लिए महत्वपूर्ण (critical) शीट मेटल पार्ट की डाईयों के दो या अधिक सेट अतिरिक्त डाईयों के रूप में बनाकर रखे जातें हैं.